Toxicological Risks of Selected Flame-Retardant Chemicals (2000)
Chapter: Appendix B Flame-Retardant Composition in Fabrics: Their Durability and Permanence
Appendix B
Flame-Retardant Composition in Fabrics: Their Durability and Permanence
FLAME retardancy may be conferred on textile fabrics by use of inherently flame resistant fibers, use of chemical after-treatments or both (Horrocks 1986, 1996, In press). Inherently flame retardancy may arise from a chemical structure which is thermally stable in the first instant or transforms to one (e.g., the polyaramids or other aromatic structures), incorporation of flame-retardant additives during the production of man-made fibers (e.g., FR viscose), or by the synthesis of conventional fiber-forming polymers which include flame retardant comonomers (e.g., FR polyester). Chemical after-treatments include surface or topical treatments, coatings and functional finishes which become a part of the final fiber structure. Table B-1 summarizes a selection of the current types available with selected examples.
The most durable to laundering and service are the inherently FR fibers in the first instance although additive leaching may be a problem. For chemically after-treated textiles the durability depends on the strength with which the formulation adheres or bonds to the fiber surface (including internal voids) and/or molecules. Some functional finishes are as durable as the fiber structure itself. Others, however, have a durability level, which is limited to specific end-use requirements. This is typically the case for furnishing fabrics which are
TABLE B-1 Durably-finished and Inherently Flame Retardant Fibers in Common Use
Fiber | Flame Retardant Structural Components | Mode of Introduction |
Natural: |
| |
COTTON | Organophosphorus and nitrogen-containing monomeric or reactive species e.g.. Proban CC (Albright and Wilson), Pyrovatex CP (Ciba), Aflammit P and KWB (Thor), Flacavon WP (Schill & Seilacher) | F |
WOOL | Antimony-organo-halogen systems e.g., Flacavon F12/97(Schill & Seilacher), Myflam, (B F Goodrich, formerly Mydrin) | F |
| Zirconium hexafluoride complexes, e.g. Zirpro (IWS); Pyrovatex CP (Ciba), Aflammit ZR (Thor) | F |
Regenerated: |
| |
VISCOSE | Organophosphorus and nitrogen/sulphur-containing species e.g., Sandoflam 5060 Clariant, formerly Sandoz) in FR Viscose(Lenzing); polysilicic acid and complexes e.g., Visil AP (Sateri) | A A |
Inherent Synthetic: |
| |
POLYESTER | Organophosphorus species: Phosphinic acidic comonomer e.g., Trevira CS, (Trevira GmmbH, formerly Hoechst); phosphorus-containing additive, Fidion FR (Montefiber). | C/A |
ACRYLIC (modacrylic) | Halogenated comonomer (35–50% w/w) plus antimony compounds e.g., Velicren (Montefiber); Kanecaron (Kaneka Corp.) | C |
POLYPROPYLENE | Halo-organic compounds usually as brominated derivatives, e.g., Sandoflam 5072 (Clariant, formerly Sandoz) | A |
POLYHALOALKENES | Polyvinyl chloride, e.g., Clevyl (Rhone-Poulenc) Polyvinylidene chloride, e.g., Saran (Saran Corp.) | H |
High Heat and Flame Resistant (Aromatic): |
| |
POLYARAMIDS | Poly(m-phenylene isophthalamide), e.g., Nomex (DuPont), Conex (Teijin); poly(p-phenylene terephthalamide), e.g., Kevlar (DuPont), Twaron (Enka) | Ar |
POLY (ARAMIDARIMID) | e.g., Kermel (Rhone-Poulenc) | Ar |
POLYBENZIMIDAZOLE | e.g., PBI (Hoechst-Celanese) | Ar |
Key: |
| |
F | Chemical finish |
|
A | Additive introduced during fiber production |
|
C | Copolymeric modifications |
|
H | Homopolymer |
|
Ar | Aromatic homo- or copolymer |
|
assumed to be either dry-cleaned or cleaned by localized sponging under aqueous conditions.
FLAME RETARDANT APPLICATION METHODS
Successful flame-retardant finishes are those which combine acceptable levels of flame retardancy at an affordable cost and are applicable to textile fabrics using conventional textile finishing and coating equipment. Figure B-1 attempts to present an overall summary of four basic processes shown schematically and as they would be used on open-width textile fabrics. Each relates to one or more of the examples of flame retardant finishes/treatments for cellulosic textiles identified above in Table B-2, wool finishes in Table B-3, and synthetic textile finishes in Table B-4. It is of interest to note that alternative application methods to padding may be used in processes i-iii such as foam application; padding perhaps represents the most commonly used technique. Each process, i-iv, relates to finish type as follows:
Process (i):
This simple pad/dry technique is applicable with most nondurable and water-soluble finishes such as the ammonium phosphates and similar finishes.
Process (ii):
This sequence is typical of those used to apply crease-resistant and other heat-curable textile finishes. In the case of flame-retardant finishes it finds best use for application of the phosphonamide systems such as Pyrovatex (Ciba), Afflamit (Thor) and the now obsolete Antiblaze TFR1 (Albright and Wilson, pers. commun., 1998) which are applied with resin components like the methylolated melamines. Because the process requires the presence of acidic catalysts (e.g. phosphoric acid), the wash-off stage will include an initial alkaline neutralization stage.
This same sequence without the washing-off stage may be used to apply semidurable finishes where a curing stage allows a degree of interaction to occur between the finish and the cellulose fiber; typical examples are ammonium phosphates which during curing at about 160°C give rise to phosphorylation of the cellulose. Thus the finish develops a degree of resistance to water soak and gentle laundering treatments.
Process (iii):
This is best exemplified by the THPC-based Proban process, which requires an ammonia gas curing process in order to polymerize the applied finish into
the internal fiber voids. In this way the Proban CC condensate of tetrakis (hydroxy methyl) phosphonium chloride (THPC) and urea after padding and drying on to the fabric, is passed through a patented ammonia reactor which crosslinks the condensate to give an insoluble polymeric finish. In order to increase the stability and hence durability of the finish, a subsequent oxidative “fixation” stage is required before finally washing off and drying.
Process (iv):
Back-coating describes a family of application methods where the flame-retardant formulation is applied in a bonding resin to the reverse surface of an otherwise flammable fabric. In this way the aesthetic quality of the face of the fabric is maintained while the flame-retardant property is present on the back or reverse face. Flame retardants must have an element of transferability from the back into the whole fabric and so they almost always are based on the so-called vapor-phase active antimony-bromine (or other halogen) formulations as typified by Myflam (B F Goodrich, formerly Mydrin) and Flacavon (Schill & Seilacher) products which comprise brominated species such as decabromodiphenyl oxide or hexabromocyclododecane and antimony III oxide (see Tables B-2 and B-4). Application methods include doctor blade or knife coating methods and the formulation is as a paste or foam. These processes and finishes are used on fabrics where aesthetics of the front face are of paramount importance such as furnishing fabrics and drapes.
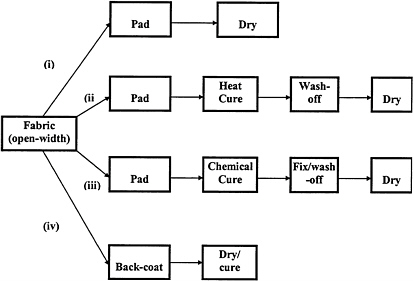
FIGURE B-1 Schematic representation of the most common methods of application of flame retardants to textile fabrics.
TABLE B-2 Commonly Available Flame-Retardant Finishes for Cotton
Type | Durability | Structure/formula |
Salts: | ||
(i) Ammonium polyphosphate | Non- or semi durable (dependent on n) |
 |
(ii) Dianmonium phosphate | Non-durable | (NH4)2HPO4 |
Organophosphorus: | ||
(i) Cellulosereactive methy lolated phosphonamides | Durable to more than 50 launderings |
 e.g. Pyrovatex CP (Ciba) Antibhze TFR 1 (Albright & Wilson) Aflammit KWB (Thor) |
(ii) Polymeric tetrakis (hydroxy methylol) phosphonium salt condensates | Durable to more than 50 launderings | THPC-urea-NH3 condensate e.g. Proban CC (Albright and Wilson), Aflammit P (Thor) |
(Back) Coatings: | ||
(i) Chlorinated paraffin waxes | Semi-durable | CnH(2n-m+2) • Clm e.g. Flacavon FK (Schill & Seilacher) |
(ii) Antimony/halogen (aliphatic or aromatic bromine—containing species) | Semi-to fully durable | Sb2O3(or Sb2O5) + Decabromodiphenyl oxide or Hexabromocyclododecane + Acrylic resin e.g. Myflam (Mydrin) Flacavon F12 (Schill & Seilacher) |
APPLICATION LEVELS AND FABRIC WEIGHTS
It is impossible to list accurately the application levels because of the diversity of formulations and fabric structures available. However, in order to pass the test requirements defined in BS5852:1979 for domestic furnishing fabrics in the UK for cigarette and simulated match sources (this latter is similar to the conditions in the proposed CPSC test method), worst possible levels of selected generic formulations may be presented. However, these are not the same as those necessary to pass the more stringent requirements of commercial furnishings in the UK but a safety factor of 1.5 could confidently be applied to the levels listed below if need be.
TABLE B-3 Non- and Semi-Durablea Flame-retardant Finishes for Wool and Wool Blends
Table B-5 lists these maximum levels assuming a range of fabric weights between 150 and 300 g (6–12 oz) and that lighter fabrics generally require higher treatment levels than heavier fabrics. Wholly thermoplastic fiber (e.g. polyester, polyamide)-containing fabrics require higher resin levels because of the need to provide a charring scaffold sufficient to maintain a barrier in spite of the melting fiber characteristics (see below). The list is restricted to those chemical species, which are most commonly used in the UK. However, it may be possible to use the behavior of these well-used chemical systems to model the behavior of little-used FRs given their basic chemical and physical properties (e.g. structure, solubility, volatility). Furthermore, the list does not include those FR chemicals which are used mainly in the plastics sector like alumina trihydrate, zinc hydroxide, zinc borate, etc., which find little or no use in the UK furnishing sector. These are excluded because they are effective only at
TABLE B-4 Durablea Finishes for Synthetic Fiber-Containing Textiles
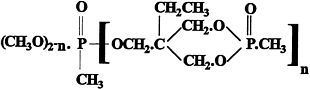
TABLE B-5 Typical Maximum (Rounded) Application Levels on Furnishing Fabrics
very high levels (with adverse affects on aesthetics), are ineffective on some fiber types and/or they cannot withstand the water-soak durability requirement.
It is important for the purpose of this study to emphasise that while fabric add-ons determine the overall FR performance, surface chemical concentrations are both add-on and area density dependent. Thus the same add-on on a heavy fabric compared with a lighter structure gives a much higher concentration of potentially extractable chemical per unit fabric area. Thus its toxicological risk factor will be greater.
THE SPECIAL CASE OF BACK-COATING
Antimony-halogen flame retardants are currently the most successful within the back-coated textile areas based on cost and effectiveness. Unlike the fiber-reactive, durable phosphorus-and nitrogen-containing flame retardants used for cellulosic fibers, they can only be applied topically in a resin binder, usually as a back-coating. For textiles, most antimony-halogen systems comprise antimony III oxide and bromine-containing organic molecules such as decabromodiphenyl oxide (DBDPO) or hexabromocyclododecane.
Depending on the nature of the resin binder, often an acrylic copolymer or ethylene-vinyl acetate copolymer, these coated systems may have some charforming character. This enables them to be used successfully on synthetic fiber—containing furnishing fabrics, for example, which must have a means of counteracting the effects of fiber thermoplasticity if they are to pass composite tests such as BS5852, ISO 1891/2, EN 1021, etc. Thus the percentage resin component may be as high as 60–70% (w/w) of the total add-on, which itself may be as high as 50% (w/w) on fabric, if the char formed from it has to support the melting fibers in the fabric to which it is attached. Examples would be 100% polyester and polyamide fabrics and the highest add-ons would be on lightweight (<200-g) fabrics.
In addition to the char-forming character and possible flame retardancy of vinyl chloride-containing copolymers, resins must be sufficiently hydrophobic to enhance the durability of flame-retardant additives that have low solubilities, and they must have Tg values low enough to maximize softness and handle.
DURABILITY AND LEACHING BEHAVIOUR
Durability and leachability are two different but complementary terms. The former is considered with respect to the flame retardant and its ability to maintain an acceptable level of flame-retardant behavior during the lifetime of the textile.
Thus, durability is determined by
launderability, aftercare and defined cleansing requirements,
weatherability, and
exposure to light, heat, and atmospheric agents, usually together, present in indoor environments.
There are considerable data regarding specific FR durability. Because most textile performance standards require a specified cleansing treatment prior to FR testing, formulations often select themselves for specific applications. The most durable FR treatments are those where there is reaction with or polymerization within the fiber structure. Less durable treatments are often surface treatments or coatings, which require the presence of binding agents or resins.
Leachability, however, refers to the removal of flame retardants, their degradation products and associated materials (e.g. resin components and plasticisers) with respect to a solvent medium. The fate and effects of such leached materials are more obviously important in determining their subsequent toxicological and ecotoxicological properties. It must be remembered that while quantitative data is not generally available, it is known that leached materials are often different from the applied flame-retardant chemistry. For example, leached FR-related materials may be
soluble surface-located forms of the reacted FR system,
hydrolysis products which may closely resemble the applied flame retardant prior to its fixation or curing, or
degradation products.
In addition, these products may be temperature dependent in terms of rate of formation (e.g. hydrolysis, degradation) and relative rates of release. Thus elevated temperature extracted material types and concentrations using normal leaching or laundering test conditions (which are rarely less than 40°C) may not extrapolate easily to lower temperatures associated with ambient room or external body temperatures. Thus, while data exists with regard to the ease of removal of FRs to a variety of agencies, the chemical characteristics of removed materials are little known.
When durability data are available, rates of removal of some FR-related materials may be estimated, given a number of assumptions. Ecotoxicological risks may then be calculated by correlating the estimated rates of removal with known data, i.e., no-observed-adverse-effect levels (NOAELs), lowest-adverse-effect-levels (LOAELs), oral reference doses (RfDs), and inhalation reference concentrations (RfCs).
Case 1
Removal of THPC-related Materials from FR Cotton
Consider a heavy 300-g (11 oz) THPC-treated (e.g. Proban) cotton upholstery fabric containing about 15% (w/w) finish (see Table B-5) equivalent to a phosphorus content of 3% (w/w). Note that in practice, to pass the UK furnishing fabric regulations, a level of 2% phosphorus would be more appropriate for such a heavy fabric.
Assumptions:
Removal in aqueous environments is essentially a hydrolytic process, which regenerates the THP moiety as TPHOH.
Laundering data for loss of phosphorus may be used to calculate losses at body temperature (40°C) in aqueous contact,
An area for infant sucking contact is 100cm2.
Experimental data (Horrocks et al. 1992) for a number of 75 °C wash cycles with a variety of hot water and detergent systems, shows that 50 cycles removes about 0.5% phosphorus from fabrics. If each total cycle, including rinses, is of about 1 hr duration, and if a reduction in the temperature by 8°C is assumed to halve the rate of removal (Arrhenius Law), then
50 hr at 75 °C | ≡1600 hr at 35 °C ≡0.5% phosphorus loss from fabric ≡2.5% loss of THP finish (see Table B-5). |
For a 300-g (11 oz) fabric, 2.5% THP finish loss is equivalent to release of 7.5 g THPOH during 1600 hr of exposure to an aqueous solution at 35 °C. Thus,
7.5 g in 1600 hr | ≡4.7 mg THPOH removed in 1 hr at 35 °C ≡ 0.047 mg/100 cm2/hr at 35 °C. |
If it is assumed that external body contact temperatures are lower than 35 °C, e.g. by a further 8 °C increment to give 27 °C, then the extraction rate will be halved again to 0.023 mg/100 cm2/hr at 27 °C. This corresponds to a fractional loss rate of 0.0013/d.
Case 2
Removal of Phosphonic Acid Derivative-Related Materials from FR Cotton
We can consider a phosphonic acid derivative-finished (e.g. Pyrovatex) 300-g fabric in a similar manner as above except that the initial level of application is about 12% FR (see Table B-5) to give a phosphorus level of 2% (w/w) (although 1.5% would be closer to the commercial situation for such a heavy fabric). Laundering experiments show that the same conditions remove about 0.25% (w/w) phosphorus. This corresponds to 1.5% solubilized phosphonic acid derivative. Using the above arguments for the THPC-treated fabric, this relates to a loss rate at 35 °C of 0.028 mg/100 cm2/hr and at 27°C, 0.014 mg/100 cm2/hr. This latter corresponds to a fractional loss rate of 0.0009/d.
Case 3
Ambient Atmospheric Hydrolysis and Solubilization of Cured Phosphonic Acid Derivatives Applied to Cellulosics
The long-term ambient hydrolysis of these compounds has been estimated to be at the rates: 10% over 2 years, 20% over 4 years and 40% over 8 years (Ciba-Geigy circa 1994, unpublished material). This could be assumed to be approximately linear at 5% (w/w) loss per annum with respect to the original concentration applied.
If we accept a cured formulation which both is typical and contains one of the highest levels of condensed formaldehyde, then given this figure, we can calculate
The annual release of soluble Pyrovatex precursor within the fabric for a range of typical fabric weights and application rates, and
The rate of formaldehyde evolution associated with this release.
A typical formula for a cured Pyrovatex-type of molecule applied with a trimethylolmelamine resin and bridged to the cellulose molecule is
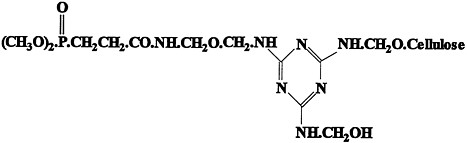
Cured substituent MW=396.
Pyrovatex component MW=214.
Formaldehyde released is 1 mole per hydrolytic scission (MW=30).
Rate of Solubilization
A typical 280-g (10 oz) fabric with a Pyrovatex or equivalent content giving 2% (w/w) phosphorus and solids content of 12% (w/w) (ignoring the associated bridging resin) equates to 33.6 g solids per square meter. At 5% (w/w) hydrolysis per year, 1.7 g is solubilized which (if not removed during laundering), yields 8.5, 17 and 25.5 g solubilized material over 5, 10, and 15 year periods respectively. For a 100-cm2 model exposure area, this corresponds to masses of extractibles of 0.08, 0.17, and 0.255 g respectively. These amounts could represent maximum daily intakes for a single contact for a child sucking this area. Higher areas of contact (e.g. 2,200 cm2 for a “body contact” exposure) could yield proportionately higher levels of extractable, although complete removal by one exposure would be difficult to imagine unless the body in contact is wet.
Rate of Evolution of Formaldehyde
Assuming that 396 g of hydrolyzed material gives rise to 30 g of formaldehyde (HCHO) (ignoring evolution from any concurrent hydrolysis of associated resin component), then each year the 280-g fabric will generate (30/396)×1.7 =0.129 g of HCHO per square meter. This equates to a fabric content rising to 516 ppm per square meter assuming no loss by volatilization. Volatilization should be quite efficient and could give rise to an average release of 1.4 ppm per day HCHO per square meter. If a typical suite of furniture comprises 30 square meters of fabric, then it may release (30×0.129)/365=0.011 g of HCHO/d.
If this is released into an average bedroom or living room (4×4×3=48 ![]() 50 m3, then a maximum air concentration of 0.16 ppm HCHO will occur each day.
50 m3, then a maximum air concentration of 0.16 ppm HCHO will occur each day.
REFERENCES
Albright & Wilson Ltd., UK. 1998. Personal communication to A R Horrocks.
Ciba-Geigy. circa 1994. Pyrovatex CPnew, Durability of the Flame Retardance and Care of the Goods, Technical manual. (Unpublished material). Pfersee, Germany.
Horrocks, A.R. 1986. Flame retardant finishing of textiles. J. Soc. Dyers Colour. 16:62–101.
Horrocks, A.R. 1996. Developments in flame retardants for heat and fire resistant textiles—the role of char formation and intumescence. Polym. Degrad. Stab. 54(2/3): 143–154.
Horrocks, A.R. In press. Flame Retardant Finishes and Finishing in Textile Finishing. D.Heywood, ed. Society of Dyers and Colourists, Bradford, England.
Horrocks, A.R., J.Allen, S.Ojinnaka, and D.Price. 1992. Influence of laundering on durable flame retarded cotton fabrics. 1. Effect of oxidant concentration and detergent type. J. Fire Sci. 10(4):335–351.













